Лагери на коляновия вал и тяхната смяна
Съдържание
Коляновият вал е една от ключовите части на всяко превозно средство с бутален двигател. Отделна е посветена на устройството и предназначението на коляновия вал. Сега нека поговорим какво му помага да функционира безпроблемно. Да поговорим за вложките.
Втулките са монтирани между главните шийки на коляновия вал и леглото в цилиндровия блок, както и между шийките на свързващия прът и вътрешната повърхност на долните глави на свързващите пръти. Всъщност това са плъзгащи лагери, които намаляват триенето при въртене на вала и го предпазват от задръстване. Тук търкалящите лагери не са приложими, те просто не могат да издържат на такива условия на работа за дълго време.
В допълнение към намаляването на триенето, облицовките ви позволяват правилно да позиционирате и центрирате частите. Друга важна тяхна функция е разпределението на смазката с образуването на маслен филм върху повърхността на взаимодействащите части.
Вложката е съставна част от два плоски метални полухалки. Когато са сдвоени, те напълно покриват шийката на коляновия вал. В един от краищата на полупръстена има ключалка, с негова помощ облицовката е фиксирана в седалката. Аксиалните лагери имат фланци - странични стени, които също позволяват фиксирането на частта и предотвратяват движението на вала по оста.

В полупръстените има един или два отвора, през които се подава смазка. На облицовките, които са разположени отстрани на масления канал, е направен надлъжен жлеб, по който смазката влиза в отвора.
 Лагерът има многослойна структура, базирана на стоманена плоча. От вътрешната (работна) страна върху него се нанася антифрикционно покритие, обикновено състоящо се от няколко слоя. Има два структурни подвида на облицовките - биметални и триметални.
Лагерът има многослойна структура, базирана на стоманена плоча. От вътрешната (работна) страна върху него се нанася антифрикционно покритие, обикновено състоящо се от няколко слоя. Има два структурни подвида на облицовките - биметални и триметални.

При биметалните върху стоманена основа с дебелина от 1 до 4 mm се нанася антифрикционно покритие от 0,25 ... 0,4 mm. Обикновено съдържа меки метали - мед, калай, олово, алуминий в различни пропорции. Възможни са и добавки на цинк, никел, силиций и други вещества. Често има алуминиев или меден подслой между основата и антифрикционния слой.
Триметалният лагер има друг тънък слой олово, смесен с калай или мед. Предотвратява корозията и намалява износването на антифрикционния слой.
За допълнителна защита по време на транспорт и разработка, полухалките могат да бъдат покрити с калай от двете страни.
Структурата на втулките на коляновия вал не се регулира от никакви стандарти и може да варира от производител до производител.
Втулките са части от прецизен тип, които осигуряват празнини в определени граници по време на въртене на коляновия вал. Смазката се подава в пролуката под налягане, което поради ексцентричното изместване на вала образува така наречения маслен клин. Всъщност при нормални условия коляновият вал не опира в лагера, а се върти на маслен клин.
Намаляване на налягането на маслото или недостатъчен вискозитет, прегряване, отклонение на размерите на частите от номиналните, несъответствие на осите, навлизане на чужди частици и други причини причиняват нарушение на флуидното триене. След това на някои места шийките на вала и втулките започват да се допират. Триенето, нагряването и износването на частите се увеличават. С течение на времето процесът води до повреда на лагера.
След разглобяване и отстраняване на облицовките, причините за износването могат да се преценят по външния им вид.

Износените или повредени лайнери не могат да бъдат ремонтирани и просто се заменят с нови.
Възможни проблеми с облицовките ще бъдат докладвани от тъпо метално почукване. Става по-силен, когато двигателят загрее или натоварването се увеличи.
Ако чука при оборотите на коляновия вал, значи основните шийки или лагерите са сериозно износени.
Ако ударът се появява с честота два пъти по-малка от скоростта на коляновия вал, тогава трябва да погледнете шийките на мотовилката и техните втулки. Проблемната шийка може да се определи по-точно, като се изключи дюзата или свещта на някой от цилиндрите. Ако чукането изчезне или стане по-тихо, тогава трябва да се диагностицира съответният мотовилка.
Косвено проблемите с шийките и облицовките се показват чрез спад на налягането в системата за смазване. По-специално, ако това се наблюдава на празен ход, след като устройството е загряло.
Лагерите са основни и биелни. Първите са поставени в седалките в тялото на BC, те покриват основните шейни и допринасят за гладкото въртене на самия вал. Последните се вкарват в долната глава на мотовилката и заедно с нея покриват биелната шийка на коляновия вал.
Не само лагерите са подложени на износване, но и шийките на вала, така че смяната на износен лагер с втулка със стандартен размер може да доведе до твърде голям луфт.
Може да са необходими големи лагери с увеличена дебелина, за да се компенсира износването на цапфата. По правило облицовките на всеки следващ ремонтен размер са с една четвърт милиметър по-дебели от предишния. Лагерите от първия ремонтен размер са с 0,25 mm по-дебели от стандартния размер, вторите са с 0,5 mm по-дебели и т.н. Въпреки че в някои случаи стъпката на размера на ремонта може да е различна.
За да се определи степента на износване на шийките на коляновия вал, е необходимо не само да се измери диаметърът им, но и да се диагностицира за овалност и конусност.
За всяко гърло с помощта на микрометър се правят измервания в две перпендикулярни равнини А и В в три участъка - участъци 1 и 3 са отделени от бузите с една четвърт от дължината на гърлото, участък 2 е в средата.

Максималната разлика в диаметрите, измерена в различни сечения, но в една и съща равнина, ще даде индекса на конусност.
Разликата в диаметрите в перпендикулярни равнини, измерена в едно и също сечение, ще даде стойността на овалността. За по-точно определяне на степента на овално износване е по-добре да се измерва в три равнини на всеки 120 градуса.
Разрешения
Стойността на хлабината е разликата между вътрешния диаметър на втулката и диаметъра на гърлото, разделена на 2.
Определянето на вътрешния диаметър на обшивката, особено на основния, може да бъде трудно. Следователно за измерване е удобно да се използва калибриран пластмасов проводник Plastigauge (Plastigage). Процедурата за измерване е както следва.
- Почистете шийките от смазката.
- Поставете парче калибриран прът върху повърхността, която ще измервате.
- Монтирайте капачката на лагера, като затегнете крепежните елементи до номиналния въртящ момент с динамометричен ключ.
- Не въртете коляновия вал.
- Сега развийте крепежния елемент и свалете капака.
- Приложете шаблона за калибриране върху сплесканата пластмаса и определете празнината от нейната ширина.

Ако стойността му не се вписва в допустимите граници, шийките трябва да бъдат шлифовани до ремонтния размер.
Шийките често се износват неравномерно, така че всички измервания трябва да се вземат за всяка от тях и да се полират, което води до един ремонтен размер. Само след това можете да изберете и инсталирате облицовки.
При избора на вложки за промяна е необходимо да се вземе предвид моделната гама на двигателите с вътрешно горене и се случва дори конкретен модел двигател с вътрешно горене. В по-голямата част от случаите лагерите от други агрегати ще бъдат несъвместими.
Номинални и ремонтни размери, стойности на хлабини, възможни допуски, въртящи моменти на болтовете и други параметри, свързани с коляновия вал, можете да намерите в ръководството за ремонт на вашия автомобил. Изборът и монтажът на облицовките трябва да се извършват в строго съответствие с ръководството и маркировките, щамповани върху коляновия вал и тялото на BC.
Правилната процедура за смяна на лагери включва пълното разглобяване на коляновия вал. Така че трябва да премахнете двигателя. Ако имате подходящите условия, необходимия набор от инструменти, опит и желание, тогава можете да продължите. В противен случай сте на път към автосервиз.
Преди да свалите капаците на втулките, те трябва да бъдат номерирани и маркирани, за да могат да се монтират на първоначалните им места и в същата позиция по време на монтажа. Това се отнася и за облицовките, ако са в добро състояние и се очаква по-нататъшната им употреба.
Отстраненият вал, втулките и свързващите части се почистват старателно. Проверява се състоянието им, като трябва да се обърне специално внимание на проверката на чистотата на маслените канали. Ако облицовките имат дефекти - надраскване, разслояване, следи от топене или залепване - тогава те трябва да бъдат сменени.
Освен това се правят необходимите измервания. В зависимост от получените резултати се извършва полиране на шийките.
Ако са налични облицовките с желания размер, можете да продължите с монтажа на коляновия вал.
монтаж
Предназначените за поставяне в леглото на ВС имат жлеб за смазване, а полухалките, които се вкарват в капаците, нямат жлебове. Не можете да промените местата им.
Преди да монтирате всички втулки, техните работни повърхности, както и шийките на коляновия вал трябва да бъдат смажени с масло.
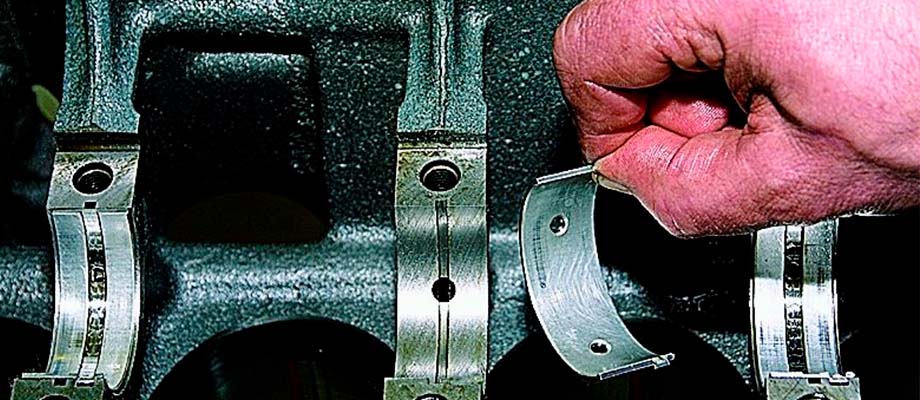
и лагерите са монтирани в леглото на цилиндровия блок, а коляновият вал е положен върху тях.
Капаците на основните лагери се поставят на място в съответствие с маркировките и маркировките, направени по време на демонтажа. Болтовете се затягат до необходимия момент на 2-3 преминавания. Първо се затяга капакът на централния лагер, след това по схемата: 2-ра, 4-та, предна и задна обшивка.
Когато всички капачки са затегнати, завъртете коляновия вал и се уверете, че въртенето е лесно и без залепване.
Монтирайте биелите. Всеки капак трябва да се постави на своя биела, тъй като фабричното им пробиване се прави заедно. Ключалките на слушалките трябва да са от една и съща страна. Затегнете болтовете до необходимия въртящ момент.
В интернет има много препоръки за подмяна на лагери без необходимост от много обезпокоителен процес на отстраняване. Един такъв метод е да използвате болт или нит, който се вкарва в отвора за масло на врата. Ако е необходимо, главата на болта трябва да бъде шлайфана, така че да не надвишава дебелината на облицовката по височина и да преминава свободно в пролуката. При завъртане на коляновия вал главата ще опре в края на полупръстена на лагера и ще го избута. след това по подобен начин се поставя нова вложка на мястото на извлечената.
Наистина, този метод работи и рискът от повреда на нещо е малък, просто трябва да стигнете до коляновия вал от ревизионния отвор. Това обаче може да има непредвидими последици, така че ще го използвате на свой собствен риск.
Проблемът с такива народни методи е, че те не осигуряват подробно отстраняване на неизправности и измервания на коляновия вал и абсолютно изключват шлайфането и монтажа на шийките. Всичко се прави на око. В резултат на това проблемът може да се окаже прикрит, но след известно време ще се появи отново. Това е в най-добрия случай.
Изключително недостойно е да се сменят повредените втулки, без да се вземе предвид износването на шийките на коляновия вал. По време на работа шийката може например да придобие формата на овал. И тогава една проста подмяна на обшивката почти гарантирано ще доведе до нейното обръщане скоро. В резултат на това поне ще има надрасквания по коляновия вал и ще трябва да се полира, а като максимум ще е необходим сериозен ремонт на двигателя с вътрешно горене. Ако се обърне, може да се провали.
Неправилното разчистване също ще доведе до сериозни негативни последици. Луфтът е изпълнен с чукване, вибрации и дори повече износване. Ако празнината, напротив, е по-малка от допустимата, тогава рискът от задръстване се увеличава.
Макар и в по-малка степен, постепенно се износват и други свързващи части - биелните глави, леглото на коляновия вал. Това също не трябва да се забравя.